擁有3D打印機差不多兩個月了,對於3D打印的熱情仍未減退,依然徘徊在成功與失敗之間。早兩天偶爾看見一篇網上文章,頭一段話簡直打動我到心底裡:
3D printing is all about failure. With a 3D printer, you constantly maintain, tune, clean, level the build plate, optimize 3d designs, experiment with new temperatures for different materials, and so on.
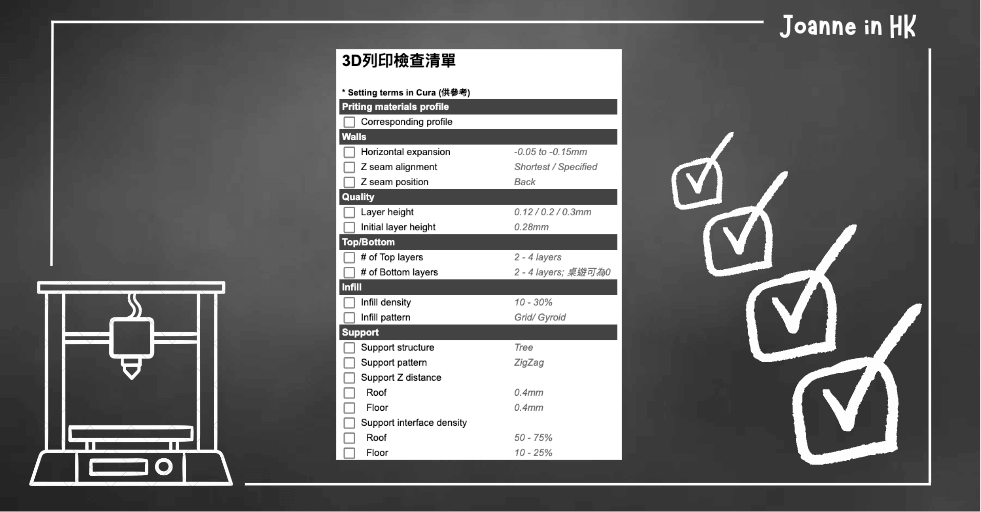
3D打印有著無數的參數 (parameters) 可以調較,數目之多,真的會把初學者嚇壞。隨著經驗累積,我慢慢建立了一張打印前檢查清單,供自己每次打印前檢查之用,減低失敗機會。
假設你已基本調教好你的3D打印機以及打印材料,希望這清單可以幫到你。
戴頭盔👷♀️:我使用 Cura Slicer
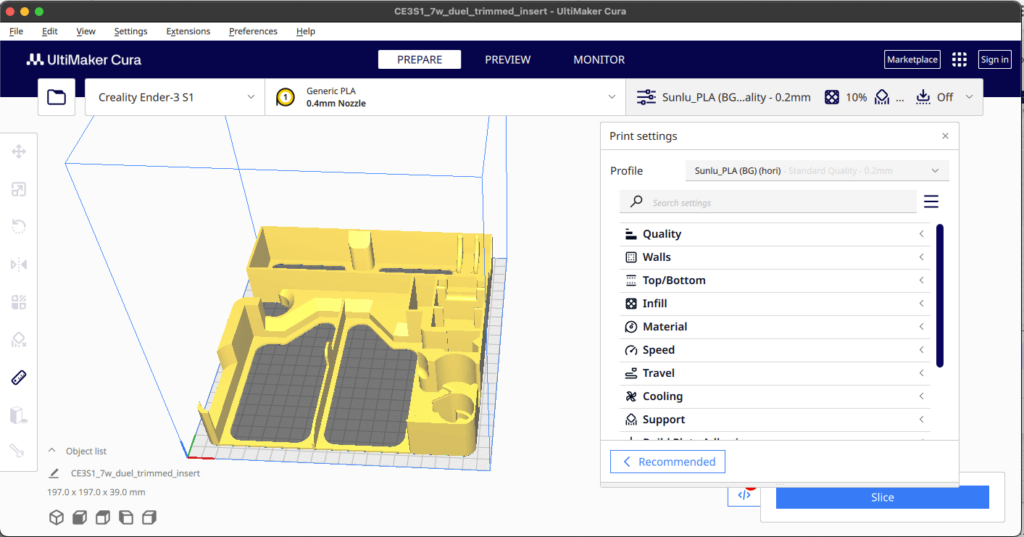
此文的常用詞來自我使用的切片軟件 Cura slicer,選擇它的原因很簡單,因為他有寵大的 user base。所以當我遇上打印問題時,很多人討論的方法和 “terms” 都是圍繞這個軟件。
此文章亦提及到,因為 Ultimaker Cura 是歷史悠久的開源軟件,所以很多打印機附送的原廠軟件都是以 Cura code base 為基礎。所以自然而然,我便從原廠的 Creality Print 轉換到 Ultimaker Cura 了。
「影響成敗」清單
(Material) Profile
不知大家是否像我一樣,即使PLA物料,都買了好幾個不同牌子來嘗試,而它們的 default 設定 (如 temperature / retraction speed & distance) 都不一樣。所以改變任何設定之前,都要檢查自己是否選對了 “Material Profile”。🤣🤣
Support
3D打印界有一個 rule of thumb,如果打印角度 (overhang tiles vs. vertical) 超過45度,或凌空的直線距離 (bridging distance) 超過5mm,如果不能用旋轉模型方向避免,乖乖用 support 吧。
Skirt / Brim
一般來說,為了省時間,我會選擇打印三圈 skirt。但如果打印的東西是細少零件,又或是面積很大的平面,我會設定 5-6層 brim。
Tab Anti Warping (四角加圈)
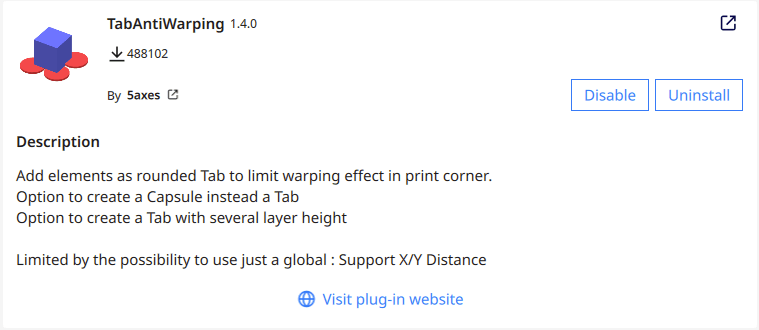
這是在 Youtube 找到的。這是一個比 brim 更省時的方案,就是在打印物品的四角加上一個圓型的 brim,這樣既省時、又慳料。可以在 Cura slicer 的 marketplace 找到此 plug in。
「速度」 vs 「質量」對決清單
Layer Height (層高)
當使用 4mm nozzle size時,一般會使用 0.2mm 層高。如果打印件牽涉很多垂直灣曲波浪,而細緻度很重要時,會選 0.12 / 0.16mm 層高。相反,如果我只是打印簡單的桌遊分隔,我則會使用 0.3mm層高,對質量基本上沒有影響。
你想想,0.3mm 層高比 0.16mm 少接近一半的層數呢!
💡 另外,我強烈建議 第一層的層高 (Initial Layer Height) 設高一點 (如 0.28mm),這樣會大大提升第一層的成功率!
Number of Top / Bottom Layers (頂層及底層數目)
我已經忘記了 Cura 原本的設定。現在的我一般會設定 Top Layer = 4,Bottom Layer = 2。有時候,當我列印桌遊收納盒時,我會將 bottom layer = 0,直接打印 infill pattern。
Infill Density & Pattern (填充密度及圖案)
一般設定為10%。有 support 功能印件可以設置為 30% 或更高。
Pattern 個人喜歡 “Grid” 或 “Gyroid”。據說 “Gyroid” 在同樣密度下的四邊抗壓力最好,但相應的打印時間會長一點。
我其實很喜歡「六角型」 infill pattern,很可惜 Cura 沒有。有需要時我會使用原廠 “Creality Print” 切片器來打印「六角型」infill。
Z seam 位置
這個不會影響成敗,但你肯定會想把駁口位放在不起眼的位置。我習慣放在正後面 (“Back”),有些人則喜歡放在 “Sharpest corner”。怎樣也好,只要不是放在打印模印的正面即可!
如果不肯定,可以在「預覽」 (“Preview”) 中檢查接口位置,通常會以白色顯示。
Horizontal Expansion (and/or Hole Expansion)
這個我自己用得比較多。由於很多時候我是打印桌遊收納盒,對我來說,最壞的情況,是我花了多個小時打印出來,卻發現因為太貼收納件,差了1mm 放不下!所以我傾向打印的時候設定 -0.1 至 – 0.15mm 距離,減少失敗率。
及後,我在大部部份的打印都會如此設定,螺絲釘及螺絲口除外。
(另一個方法是在 Cura settings > Experimental > Slicing tolerence 選擇 “Exclusive“,但我個人更喜歡調較 “horizontal expansion”,因為可以調較鬆緊程度。)
如果你想知更多 horizontal expansion 原理,可以點擊這裡。
寫在最後 (附清單下載連結)
以上是以成敗關鍵及速度作為分類的說明。為了實際使用更方便,我用 Google Sheet 做了一個以 Cura settings 順序排列的清單。如果覺得有用,歡迎到 Google Drive 下載。
再一次戴頭盔👷♀️,這只是一個給新手用的基本清單,希望可以為初學者省掉一點時間和材料。歡迎討論~
可能有一天會再寫一篇關於打印調教心得。
💡其他跟 #3D打印 相關的文章推介:
– 新手3D打印:工具篇
~~ 如果你覺得這篇文章對你有幫助,請在下面點個讚👍🏻,謝謝! ~~